








Clean Room Equipment and Cleanroom HVAC – Turnkey Solution
In pharmaceutical, research, microprocessor manufacturing sensitive process takes place that requires sensitive environments.
There are various
Our Cleanroom Turnkey Solutions include –
- HVAC System & HVAC Projects
- HVAX in Pharmaceutical Industry
- Sterile Projects
- Vaccine & Biotech Cleanroom Projects
Sterile Projects –
The sterile project is suitable for laboratory, manufacturing and R&D applications. There are different machines that are fully integrated with laminar flow and are fully compliant with cGMP, Sterilize in Place (SIP) systems etc. These systems are been used for sterilization of pharmaceutical products.
Specialized Formulations –
We provide best services to our customers that includes –
- Optimize Product & Process Development
- Isolators Integrated with Machines
- Process Automation
- Air Flow & Filter Technology
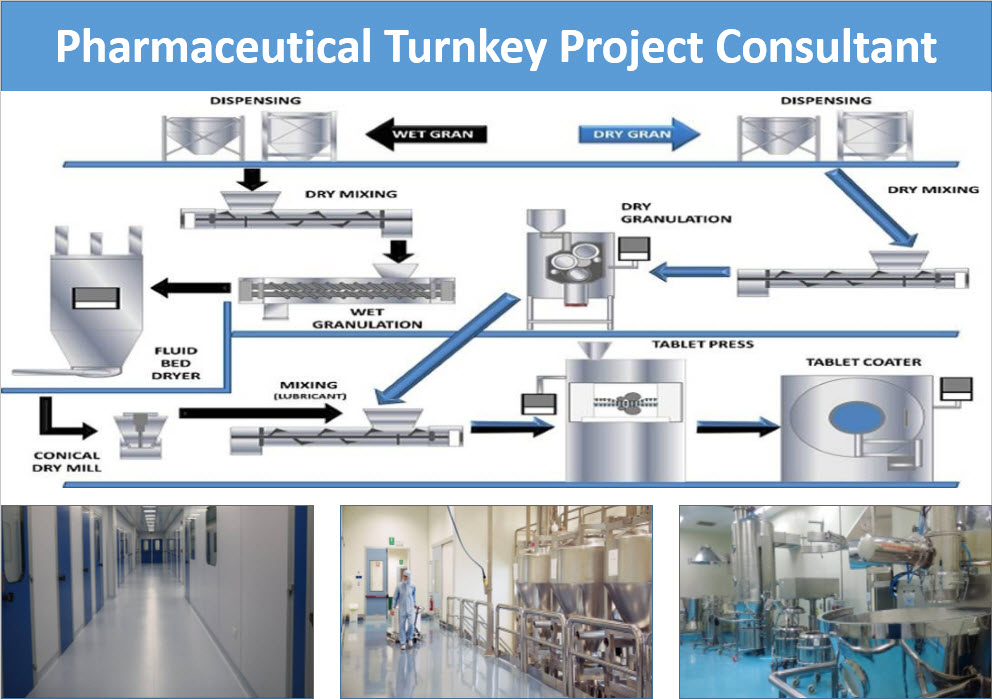
OSD Projects
It is vital for industries to ensure that the facilities meet its regulatory requirements. New products are high potent products that have high OHS and EHS requirements along with its regulatory requirements.
Non Sterile Section
Non Sterile section includes oral dose clean room project i.e. oral tablets and capsules, oral syrups, ointments etc. This section includes the turnkey solutions for the production of generic products like tablet & capsules, ointments, syrups, ointment and creams, liquid oral syrups that are been manufactures in the pharmaceutical industry.
Importance of Turnkey Clean Rooms
- Turnkey clean rooms are important where the competition is tough. It gives a superior manufacturing process, reliable those results in increase in business opportunities in future
- Air in clean rooms retains all types of particles in suspension, including pathogenic elements.
- Temperature and humidity is maintained so as to keep the modified structure of the manufactured products
- It has an impact on the manufacturing process that provides reliability and sustainability of the products.
- There are contaminants that affect the manufacturing process in the industries like pharmaceutical, research etc. By using cleanroom this can be prevented that impacts the manufacturing process and waste can be reduced.
- These benefits results in costs saving and also has a greater control over the environment.
Hence it is highly important in industries for turnkey key clean room solutions with clean room modular equipments and clean room HVAC for room cleanliness, insulation and sterility where the medicines are been manufactured.





