








Vacuum Powder Transfer System for powders, granules – Benefits of Powder Conveying Systems
Powder transfer systems to transfer free flow powder, granules products as per batch capacity, our Vacuum Conveying System used with Roots blower plays the role of providing air source in pneumatic conveying thru pipe line, automatic valve, optional load cell base weight base control systems, PLC with color touch screen and also fixed direct suitable equipment and machines, Silo, Blender, Mixer, Sifter, Dryer, Coater, etc for Agro, chemical to pharma applications, Feed Industries, Cement industries, Plastic Industries, Animal Feed Industry, Fertilizer Industry, Paints and pigments, cosmetics and food or special materials like batteries & Metal manufacturing, SHREE BAHGWATI has developed Designed customized advance version solutions which fit to specific customer requirements.
Different Systems Manufacturing and supply
- Vacuum Conveying System
- Pneumatic Conveying System
- Powder Transfer System
- Grain Conveying System
- Auto Weighing & Batching System
- Jumbo Bag Loading & Unloading System
- Centralized Vacuum Cleaning System
- Pneumatic Powder Conveyor
- Portable Vacuumised Powder Conveyor
- Powder Transfer System
- Reactor Loading system
- Tablet Press Loading system
- Capsule Loading System
- Direct charging vacuum rated Blenders & Mixers
A powder transfer system is a technology used to move and handle powders, granules, or other particulate materials within a manufacturing or processing environment. These systems are commonly employed in industries such as pharmaceuticals, food processing, chemical manufacturing, and more, where the precise and efficient transfer of powdered materials is crucial. Here’s an overview of how a powder transfer system works:
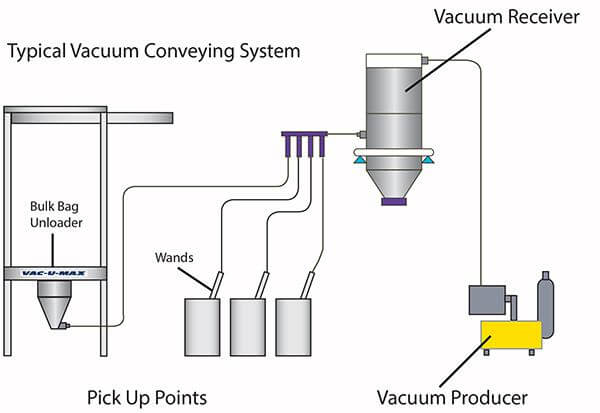
Components of a Powder Transfer System:
Source Container: This is where the powdered material is initially stored. It could be a bin, drum, bag, or other suitable container.
Conveying Mechanism: This component is responsible for transferring the powder from the source container to the destination, which could be another container, a mixer, a reactor, etc.
Transfer Line: This is the pathway through which the powder travels from the source to the destination. The transfer line is designed to prevent contamination, ensure proper flow, and maintain the desired conditions for the powder.
Air Supply and Filtration: Many powder transfer systems use air to convey the powder through the transfer line. Air is introduced at the source container to create pressure, which pushes the powder through the line. Proper filtration is necessary to ensure that the transferred air is clean and free from contaminants.
Receiver Container: This is where the powder is deposited after being transferred through the system. Similar to the source container, the receiver container can vary based on the specific application.
Control System: The powder transfer process is often controlled using automation systems. Sensors, valves, pressure regulators, and other control components ensure accurate and safe transfer operations.

Types of Powder Transfer Systems:
Gravity-Based Systems: In this type of system, powders flow from a higher point to a lower point due to gravity. This can be controlled by opening and closing valves or using adjustable chutes.
Pneumatic Conveying Systems: These systems use air pressure to transport powders through pipes or tubes. Positive pressure systems push the material, while vacuum systems pull it. Pneumatic systems are commonly used for long-distance transfers and in situations where powder contamination must be minimized.
Mechanical Conveying Systems: These systems use mechanical devices like screw conveyors, bucket elevators, or vibrating conveyors to move powders from one location to another.
Hybrid Systems: Some systems combine multiple methods to achieve efficient and controlled powder transfer, particularly in scenarios where a single method might not be suitable.

Benefits of Powder Transfer Systems:
Reduced Contamination: Closed powder transfer systems minimize the risk of contamination by isolating the material from the external environment.
Efficiency: These systems offer faster and more controlled transfers compared to manual methods.
Safety: Automated systems reduce the need for manual handling, decreasing the risk of worker exposure to potentially hazardous materials.
Accuracy: Controlled transfers ensure that the right amount of powder is delivered to the destination, improving product quality.
Process Control: Automated systems allow for precise control over transfer parameters, leading to consistent and repeatable results.
It’s important to note that the design and implementation of a powder transfer system can vary greatly depending on the specific requirements of the industry, the characteristics of the powder being transferred, and the desired outcome of the process.
Purpose and fixed with of powder transfer systems for safety and avoid contamination and untouched product shall be transfer directly .
- Transfer
- Bulk Handling
- Dosing
- Mixing
- Sampling
- Contained and/or aseptic solutions
A pneumatic powder conveyor, also known as a pneumatic conveying system, is a method of transporting bulk materials, such as powders, granules, or other dry solids, through a pipeline using air or gas as the conveying medium. This technology is commonly used in various industries, including food processing, pharmaceuticals, chemicals, plastics, and more, where materials need to be moved efficiently without risking contamination or degradation.

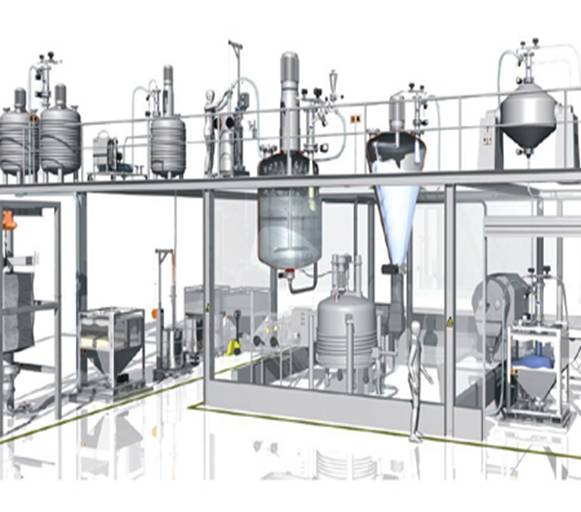
Application : Powder Handling Technologies
Powder Transfer System for Fine chemicals – Agrochemicals – Specialty polymers – Adhesives – Dyes & Pigments, Oral Solid Dosage (OSD) – Orally Disintegrating Tablets (ODT) – Intravenous Therapy (IV) – Dry Powder, nhalers (DPI) – Sterile Manufacturing, Powder Handling – Micronizing – Blending – Bin Charging Powder Transfer System, Vacuum Conveying System with SILO, Blender, Mixer, Dryers, coaters, Vacuum Transfer System – cGMP compliant handling and processing systems, Vacuum Conveying Systems.
Material Loading: The powdered or granular material is loaded into a hopper or a feeding device at the source point.
Conveying Pipeline: The material is then introduced into a pipeline. The pipeline is typically designed to have a specific shape, length, and diameter to optimize the conveying process. It can be horizontal, vertical, or even inclined.
Conveying Process: As the air flows through the pipeline, it entrains and lifts the particles, creating a fluidized mixture. The particles are carried along by the air stream in a suspended state, moving through bends and turns in the pipeline.
Material Separation: At the destination point, the air and particles enter a separation chamber, where the air velocity decreases. This reduction in velocity allows the particles to settle out of the air stream due to gravity.
Material Discharge: The separated particles are then collected at the bottom of the separation chamber and can be discharged into a storage container, a process vessel, or another destination point.
Advantages of pneumatic powder conveyors:
Gentle Handling: Pneumatic conveying is gentle on the material being transported, reducing the risk of degradation or breakage.
Minimal Contamination: Since the material is transported through a closed pipeline, the risk of contamination from the environment is minimized.
Flexible Routing: The pipeline can be routed through complex paths, allowing for versatile system designs.
High Throughput: Pneumatic conveyors can handle large quantities of materials over long distances.
Automation: The system can be easily automated, integrating with other processes in the production line.
Hygienic: Pneumatic conveyors are often used in industries with stringent hygiene requirements, such as food and pharmaceuticals.
However, there are also some limitations and considerations:
System Design: Proper system design is crucial to ensure efficient conveying. Factors like material characteristics, pipeline design, and air flow rates must be carefully considered.
Energy Consumption: Pneumatic conveying systems can consume a significant amount of energy, especially if high pressures are required.
Material Segregation: Depending on the material properties, segregation of particles based on size and density can occur during conveying.
Maintenance: Maintenance of pneumatic conveying systems is important to prevent blockages and ensure consistent performance.
Overall, pneumatic powder conveyors offer an effective solution for transporting bulk materials in various industries, with the ability to overcome challenges related to distance, layout constraints, and material integrity.





